
Os parafusos de controlo de tensão são rápidos, fáceis e seguros de instalar. A instalação de TCB é o método de custo mais baixo para instalar corretamente os parafusos de Alta Força de Atrito (HSFG) ou os parafusos pré-carregados. Para instruções completas, descarregue o nosso manual de instalação. Está também disponível formação de instalação do cliente no local.
As vantagens da instalação incluem:
- Inspeção visual
- Tensão consistente
- A instalação de um único operador reduz os custos de mão-de-obra
- Chaves de corte eléctricas não impactantes (sem HAVS)
- Não são necessários compressores de ar ou mangueiras/li>
- As chaves de torque calibradas não são necessárias
- Greenkote® revestimento amigo do ambiente
Procedimento básico de instalação
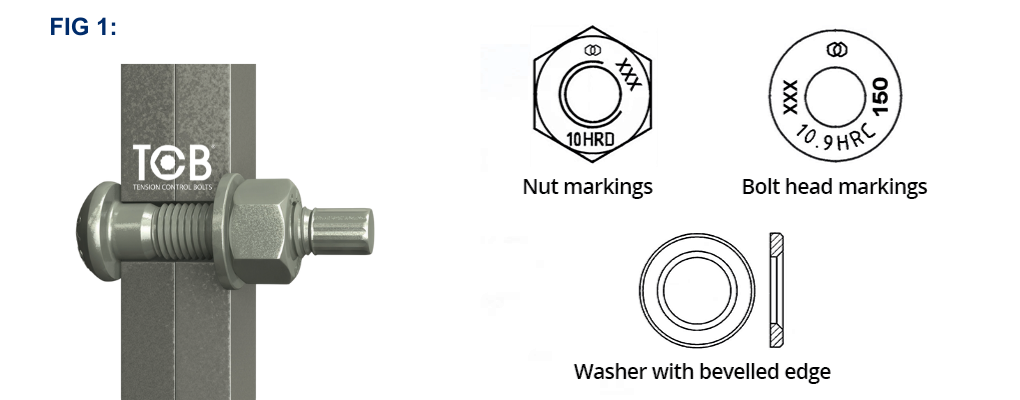
1. Inserir o parafuso através da ligação e depois colocar a arruela chanfrada do lado exterior sobre o parafuso seguido da porca (Fig 1). As marcas da porca devem ser mais exteriores para assegurar que a Garantia de Qualidade é visível para inspeção. Se forem utilizadas duas anilhas, garantir que a anilha sob a cabeça do parafuso é colocada com o lado chanfrado virado para a cabeça do parafuso.
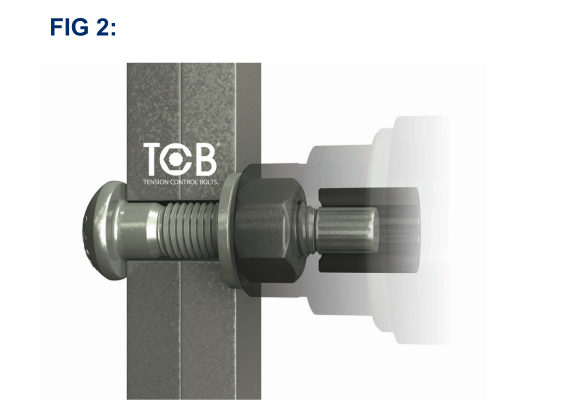
2. Utilizando a chave de corte eléctrica, encaixar a tomada interior sobre a ranhura do parafuso e a tomada exterior sobre a porca (Fig. 2). Certifique-se de que as tomadas interior e exterior estão totalmente encaixadas antes de prosseguir.
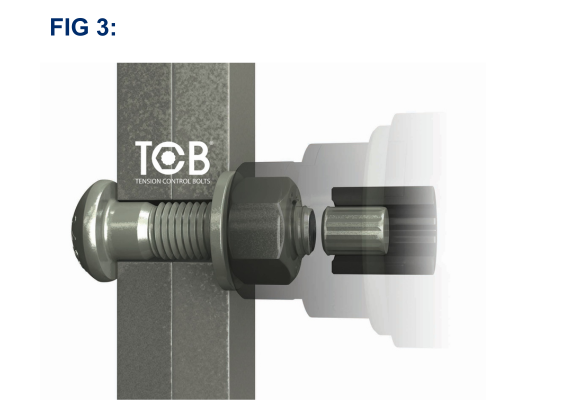
3. Carregar no interruptor de alimentação. A tomada exterior roda no sentido dos ponteiros do relógio e aperta a porca com um binário inicial de assentamento. Ouça a mudança de tom da ferramenta à medida que o binário de assentamento é alcançado. Solte o interruptor de alimentação e retire a ferramenta, nesta altura a estria permanecerá ligada, e continue a apertar todos os outros parafusos da junta ao binário de assentamento. Quando o binário de assentamento tiver sido igualado ao longo da junta, colocar a ferramenta de volta em cada conjunto de aparafusamento e acionar novamente o gatilho de potência. Quando a pré carga correcta é atingida, a tomada externa pára de rodar, o contador da tomada interna roda e corta a estria (Fig. 3).
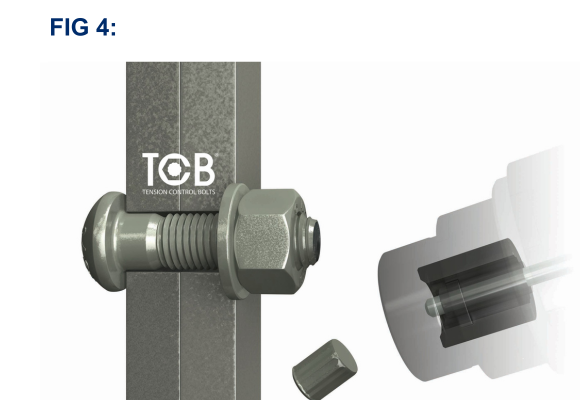
4. Soltar o gatilho de energia e puxar a tomada exterior da porca. A estria cortada é retida no interior da tomada interna. A chave de corte tem uma alavanca de ejeção acima do gatilho de potência para ejetar o estriado com segurança (Fig. 4). Certificar-se de que o motor da chave de fenda tenha parado completamente antes de engatar o parafuso seguinte.
Greenkote® PM1
O Greenkote® é um tratamento de superfície metálica para a prevenção da corrosão e o nome simplesmente está relacionado com o processo. Greenkote PM1 é um processo de modificação de superfície termoquímica (TCSM) que dá melhor proteção do que a electro galvanização e os revestimentos de flocos de zinco e oferece uma proteção semelhante à galvanização a quente por imersão.
Os conjuntos de aparafusamento TCB revestidos com Greenkote estão prontos para instalação e não são necessários tratamentos adicionais.
Lavagem
Lavagem ou gravação de conjuntos de aparafusamentos antes da instalação NÃO DEVEM SER FEITOS. Greenkote fornece uma excelente superfície para a aderência da tinta e estão disponíveis, mediante pedido, testes de extração de amostras de tinta.
Tinta
Os parafusos, assim como as cabeças do parafuso e as porcas devem ser deixadas por pintar. Quando a ligação tiver sido completamente montada com os parafusos corretamente instalados (estrias cortadas), um primário rico em zinco pode ser utilizado para proteger a extremidade do parafuso exposto até os empreiteiros de pintura terem acesso à junta. Se os conjuntos de parafusos forem instalados com tinta sob a cabeça do parafuso e/ou arruela, a perda de pré carga no conjunto de parafusos pode ocorrer ao longo do tempo. Isto é conhecido como fluência da pintura e deve ser evitada.
Aperto dos TCBs
Antes do início da pré carga, os componentes ligados devem ser montados em conjunto e os conjuntos de aparafusamento devem ser colocados em condições de aperto apertado. Este processo de aperto deve ser efetuado de parafuso para parafuso do grupo, partindo da parte mais rígida da ligação e avançando progressivamente para a parte menos rígida (contacto com superfícies sem contacto). A fim de assegurar que a pré- carga em conjuntos de aparafusamentos totalmente instalados cumpre o requisito de pré carga mínima especificada, o processo de instalação consiste em duas fases de aperto. A primeira fase aplica um torque de assentamento aos parafusos para assegurar um contacto firme entre os componentes. O pré-tensionamento (fase 1) pode ser realizado por:
i. utilizando a chave de cisalhamento, mas apenas conjuntos de aperto e não tosquiar as estrias. Ao utilizar este método, o operador notará uma alteração distinta no som/tom do motor da chave. Isto indica que o pré-tensionamento teve início à medida que o torque de base está a ser aplicado. Se o pré-tensionamento tiver ocorrido, então quando o gatilho de potência for desengatado, a engrenagem da chave irá recuar e inverter, permitindo que a ferramenta seja facilmente removida daquele parafuso em particular. Todo este processo pode ser sentido pelo operador.
ou
ii. utilizando uma chave de porca de correr/impacto padrão com uma tomada profunda para puxar todas as superfícies para o contacto sem envolver a ranhura do parafuso;
NOTA - Se as superfícies de junção estiverem significativamente distorcidas ou desalinhadas, então devem ser utilizados parafusos 'escravos'. Os TCBs podem ser utilizados como parafusos escravos, mas devem ser claramente marcados e depois substituídos antes da conclusão final da junta.
A segunda fase de aperto só pode ser alcançada utilizando uma chave de cisalhamento. Quando a extremidade estriada do cisalhamento do parafuso se solta no pescoço de ruptura, foi induzida uma pré carga completa.
Se o conjunto de aparafusamento não puder ser instalado utilizando uma chave de cisalhamento, o aperto deve ser efetuado de uma forma convencional:
i. utilizando o método de aperto com a ajuda da informação da classe K2 (os valores K2 podem ser fornecidos a pedido).
ou
ii. utilizando um indicador de tensão direta.
Inspeção
Cinco conjuntos de parafusos por lote alargado são sistematicamente testados de acordo com as normas europeias. As cargas axiais são registadas nos Certificados de Inspeção para conjuntos de TCB entregues no local ou em obras.
- Após a estria do parafuso ter tosquiado, a pré carga do conjunto deve ser igual ou superior aos valores requeridos pela especificação (ver quadro 1).
- Uma vez que a garantia de qualidade e integridade da ligação aparafusada é determinada pelo próprio conjunto de aparafusamento, a inspeção visual da remoção da estria do parafuso é suficiente.
EN 1090-2:2018
8.5 Aperto de conjuntos de aparafusamentos pré-carregados
8.5.1 Generalidades
Salvo especificação em contrário, a força nominal mínima de pré carga Fp,C deve ser considerada como:
Fp,C = 0,7 fubAs em que fub é a resistência máxima do material do parafuso e As é a área de tensão do parafuso, tal como definido na EN1993-1-8. Este nível de pré carga deve ser utilizado para todas as ligações pré-carregadas resistentes ao deslizamento e para todos os outros conjuntos pré-carregados, a menos que seja especificado um nível inferior de pré carga.
Tabela 1 - Valores de Fp,C em kN
| Classe de propriedade | Diametro do parafuso (mm) | |||||||
| M12 | M16 | M20 | M22 | M24 | M27 | M30 | M36 | |
| 10.9 | 59 | 110 | 172 | 212 | 247 | 321 | 393 | 572 |

Instalação