
L’installation des boulons de TCB est le moyen le plus économique pour installer correctement des boulons d’ancrage à friction (H.R.) et des boulons à la précontrainte. Les avantages comprennent:
- Inspection visuelle
- Tension uniforme
- Installation par un seul opérateur – les coûts de la main d’œuvre sont réduits
- Des boulonneuses sans choc (aucun risque de SVBM)
- Aucun compresseur d'air ou tuyau requis
- La fatigue de l’opérateur et l’entretien de la machine sont réduites
- Niveau du bruit bas au chantier (inférieur des niveaux minimaux de HSE – Direction britannique de la Sécurité et de la Santé)
- Des boulonneuses calibrées ne sont pas exigées
- Des boulonneuses ultralégères de diverses tailles et formes
- Nouveau revêtement écologique appelé Greenkote®
Pour des informations plus complètes veuillez télécharger notre manuel d'installation. Nos manuels d’utilisation sont fournis avec les boulonneuses. La formation au chantier ou à distance est offerte.
La procédure d’installation
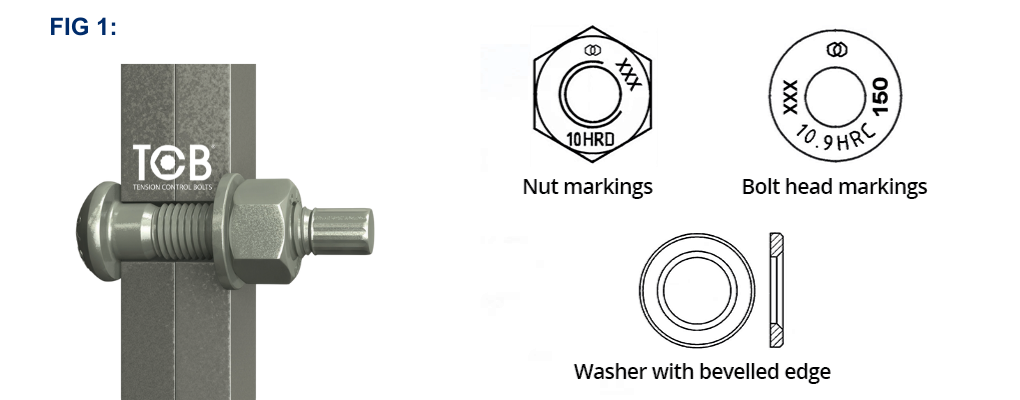
1. Selon la figure 1, insérez le boulon dans l’assemblage et placez la rondelle, bord biseauté le plus à l'extérieur, sur le boulon suivi de l'écrou Les marques d'écrou doivent être placées le plus à l'extérieur pour que l'assurance qualité soit visible lors de l'inspection. Si 2 rondelles sont utilisées, assurez-vous que la rondelle sous la tête soit placée de manière que le bord biseauté soit tourné vers la tête du boulon.
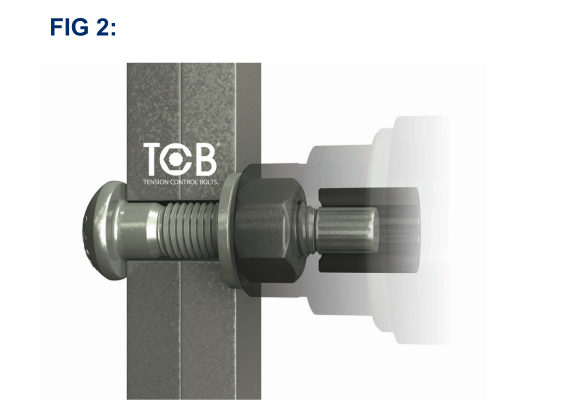
2. En utilisant la boulonneuse électrique sans chocs, placez la douille intérieure sur l’embout cannelé du boulon, et la douille extérieure sur l’écrou (La figure 2). Veuillez-vous assurer que les douilles intérieures et extérieures se trouvent bien en prise avant de poursuivre la manœuvre;
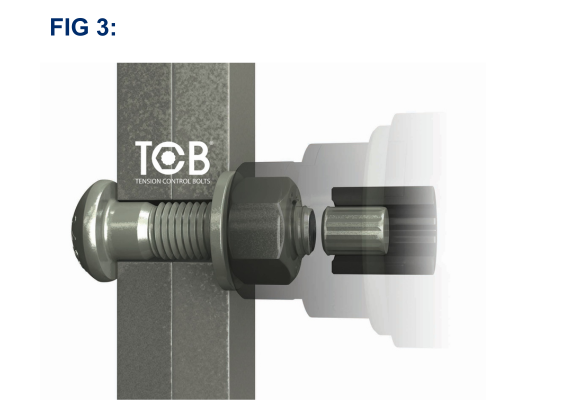
3. Appuyez sur la gâchette de mise en marche. La douille extérieure tourne dans le sens horaire et serre l’écrou à un couple initial. Attendez le changement de ton et sentez l’engrenage fonctionnant en arrière jusque à ce que le couple de serrage soit atteint. Retirez la machine – à ce point l’embout cannelé reste fixé – et continuez à serrer les autres boulons dans la connexion du couple. Lorsque le couple de serrage est égalisé le long de la connexion, placez la machine dans chaque assemblage de boulonnage et appuyez encore une fois la gâchette de mise en marche, dès que le niveau correct de la précontrainte est atteint, la douille extérieure s’arrête de tourner, la douille intérieure commence à tourner dans le sens opposé et provoque le cisaillement de l’embout cannelé.
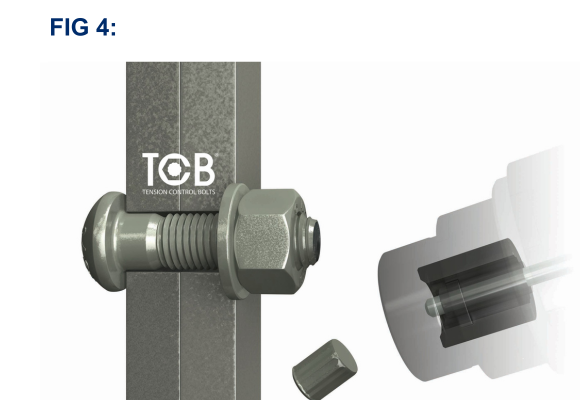
4. Arrêtez la boulonneuse et séparez la douille extérieure de l’écrou. L’embout cannelé est retenu dans la douille intérieure. La boulonneuse comporte une deuxième gâchette qui sert à éjecter l’embout cannelé en toute sécurité (Fig. 4). Veuillez à ce que le moteur de la boulonneuse se soit arrêté avant de passer au boulon suivant.
Greenkote® PM1
Greenkote® est un traitement de surface pour métaux empêchant la corrosion, et son nom ne fait que désigner le processus. Greenkote PM1 est un processus thermochimique de modification de surface qui assure une meilleure protection que l’électro-galvanisation ou la galvanisation mécanique, et offre une protection similaire à celle de la galvanisation à chaud.
Les ensembles de boulons revêtus de Greenkote sont prêts pour l’installation et ils n’exigent pas de traitement additionnel.
Décapage T
IL NE FAUDRA PAS PROCÉDER au décapage T des boulons avant leur installation. Greenkote® produit une surface de très bonne qualité pour l’adhérence de la peinture (des tests d’arrachement de peinture sur échantillon seront prévus sur demande).
Peinture
Les surfaces de contact ainsi que les surfaces sous la tête du boulon et la rondelle doivent être masquées et laissées non peintes. Lorsque la connexion est enitèrement assemblée avec les boulons correctement installés (embouts cannelés cisaillés) un apprêt à forte teneur en zinc peut être utilisé afin de protéger l’extrémité exposé du boulon jusqu'à ce que les entrepreneurs en peinture aient accès à la connexion. Si les assemblages de boulonnage sont installés avec de la peinture sous la tête du boulon et/ou sous la rondelle, une perte de précontrainte dans l’assemblage de boulonnage pourrait se produire au fil de temps. C'est connu comme un fluage de la peinture et doit être évité.
Serrage de boulons TCB
Avant le début de la précontrainte, les composants connectés doivent être assemblés et les assemblages de boulonnage devraient être assez bien serrés. Le serrage se fera individuellement sur les boulons de groupe, à commencer par la partie la plus rigide de l’assemblage et ensuite passant progressivement vers la partie la moins rigide (depuis les surfaces en contact jusqu’aux surfaces qui ne sont pas en contact). Pour assurer que la précontrainte des assemblages de boulonnage entièrement installés soit conforme au niveau minimum spécifié de précontrainte, la méthode d’installation se compose de deux étapes de serrage. Au cours de la première étape, les boulons sont soumis à un couple initial pour assurer un contact ferme entre les composants. La précontrainte (étape 1) peut être accomplie soit :
i. En utilisant une boulonneuse mais en serrant seulement les boulons sans cisailler les embouts cannelés. Lors de l’utilisation de cette méthode l’opérateur remarquera une modification distincte du son/tonalité du moteur de la boulonneuse. Ceci indique que la précontrainte a commencé, tandis que le boulon est soumis à un couple de serrage initial. Si la précontrainte s’est produite, alors quand le bouton de démarrage est lâché l’engrenage de la boulonneuse fera marche arrière et tournera en sens inverse, ce qui permettra à la machine d’être facilement retirée de ce boulon. Tout ce processus peut également être ressenti par l'opérateur.
Ou bien
ii. En utilisant un extracteur d’écrou/une clé à chocs standard à douille profonde pour tirer toutes les surfaces en contact sans intervention de l’embout cannelé du boulon;
NOTE – Si les surfaces de contact sont fortement déformées ou mal alignées, alors il faudra utiliser des boulons “esclaves”. Les boulons TCB peuvent servir de boulons esclaves, mais ils devront être clairement marqués puis remplacés avant l’exécution finale de l’assemblage.
La deuxième étape du serrage ne peut être réalisée qu'à l'aide d'une boulonneuse. Lorsque l’embout cannelé se cisaille au niveau de la gorge de rupture, ceci indique que la précontrainte totale a été induite.
Si l’assemblage ne peut pas être réalisé à l’aide d’une boulounneuse, le serrage doit être effectué de manière conventionnelle soit :
i. En utilisant la méthode dynamométrique à l’aide de l’information K2 classe k.(les valeurs K2 seront communiquées sur demande)
ou bien
ii. En utilisant des rondelles de précontrainte
Inspection
Cinq ensembles de boulons par lot de diamètres sont systématiquement testés conformément aux normes européennes. Les charges axiales sont consignées dans les certificats d’inspection des assemblages de boulons TCB® livrés sur chantier/usine.
- Après cisaillement de l’embout cannelé du boulon, la précontrainte du boulon devra être égale ou supérieure aux valeurs précisées dans la spécification (voir tableau 1).
- Puisque l’assurance qualité et l’intégrité de la connexion boulonnée sont déterminées par l’assemblage de boulonnage lui-même, l'inspection visuelle de l'enlèvement de l’embout cannelé est suffisante.
EN 1090-2
8.5 Serrage des boulons à la précontrainte
8.5.1 Généralités
Sauf indication contraire, la force nominale minimum de précontrainte Fp,c sera la suivante:
Fp,c = 0,7 fub. As où fub représente la résistance ultime du matériau de fabrication du boulon et As représente la surface de contrainte du boulon telle que définie dans EN1993-1 - 8 et spécifiée dans le Tableau 1. Ce niveau de précontrainte sera utilisé pour tous les assemblages à la précontrainte antidérapants et aussi pour tous les autres assemblages à la précontrainte, sauf si un niveau de précontrainte inférieure est spécifié.
Tableau 1 – Valeurs de Fp,c en kN
| Diamètre des boulons | ||||||||
| M12 | M16 | M20 | M22 | M24 | M27 | M30 | M36 | |
| 10.9 HRC | 59 | 110 | 172 | 212 | 247 | 321 | 393 | 572 |

Installation